A More Sustainable Solution for Cooling Towers, Boilers and Closed Loops.
RMC’s SolidGuard® Program is an innovative, effective alternative to traditional liquid water treatment that will help raise your bottom line. These highly concentrated products are packaged in 1 gallon containers and 6" disc's with companion dissolve units.
RMC is a Market Leader in Providing Solid Products for Boiler Water Treatment!
RMC's Solid products are used globally in commercial, institutional, and industrial systems to maintain equipment efficiency and reduce biohazards. The Solid technology provides improved health and safety to enhance sustainability.

7 Benefits of Solids
Improved safety
- No liquids to spill – reduces the risk of slips and falls
- No powders to irritate
- No offensive odors
|
Before |
|
After |


Increased savings
- Reduced weight equals reduced shipping costs
- No drum disposal costs
- Reduces scale deposits for better heat transfer saves on fuel usage
- Better corrosion control extends equipment life
Easy to transport
- Safer, lighter, easier to load and more ergonomic to reduce the risk of injury
Less refills required
- 50-90% fewer lbs. shipped
Sustainability
- Reduced weight equals reduced fuel usage and CO2 emissions
- Reduces water usage – use what you need when you need it
Maximized floor space
- Neater, cleaner, safer mechanical room
- Frees up floor space
- Compact size conserves space
LEED potential
- May be used to qualify for LEED® certification in innovation, design, solid waste management, sustainable purchasing
The impact of a Solid Chemicals Treatment Program can be quantified in dollars by helping you save time (labor), shipping costs, and inventory costs.
To determine whether RMC's programs can improve your operation, we will conduct a system survey. A representative from Rochester Midland Corporation will work with you to design a customized Solid Chemical Treatment Program to meet your specific needs. We offer the best in class solid chemical products, product dissolvers, pumps and control systems to help you maintain heat transfer efficiency in your boilers, cooling systems and closed loops.
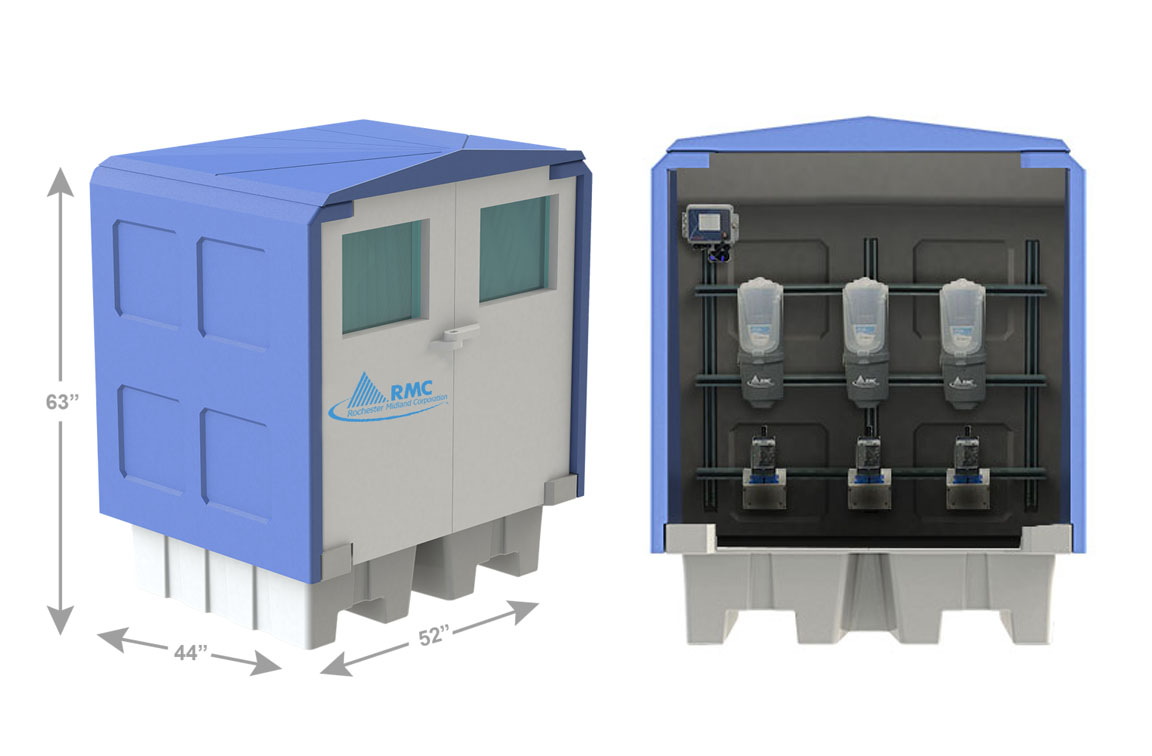
RMC Secure and Chemical Resistant Equipment Enclosure
The ultimate enclosure for your chemical feed pumps, dissolve units and monitoring controller.
- This enclosure provides secondary containment in a safe, secure, weatherproof, and lockable cabinet.
- Designed with extra room to handle not only chemical feed and monitoring equipment but will also accommodate piping manifolds, corrosion coupon racks, and a place for safe and secure product storage.
- This enclosure includes large swing-open doors with heavy-duty windows and liftable top hatch for easy equipment access at the time of installation and routine service.
- Highly chemical resistant in a wide range of chemical and corrosive environments. Made of durable UV Stabilized rotational molded polyethylene, never rusts or corrodes and designed to keep rain and moisture out.
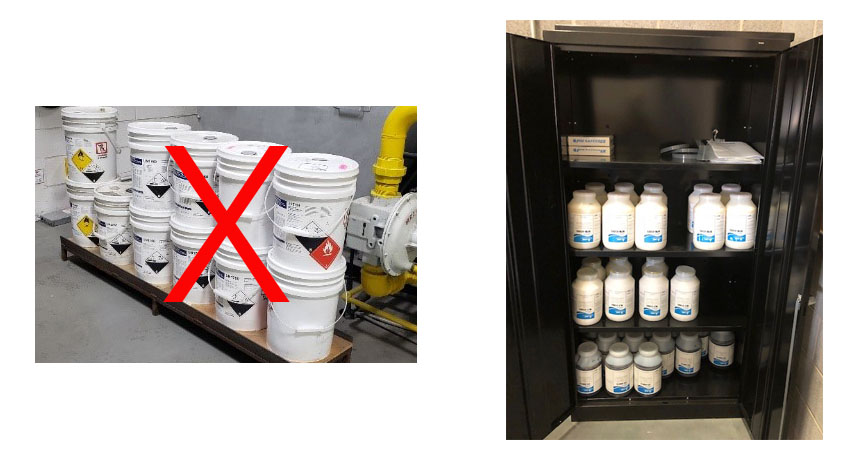
Maximize Floor Space & Stop Hauling Pails
Keep floor space free from obstruction (unlike liquid-filled chemical pails, drums and bulk tank) optimize the square footage of mechanical rooms. Store cases of solid chemistry safely on shelves. No special containment is required.
Contact Us!
Get in touch with one of our representatives.

